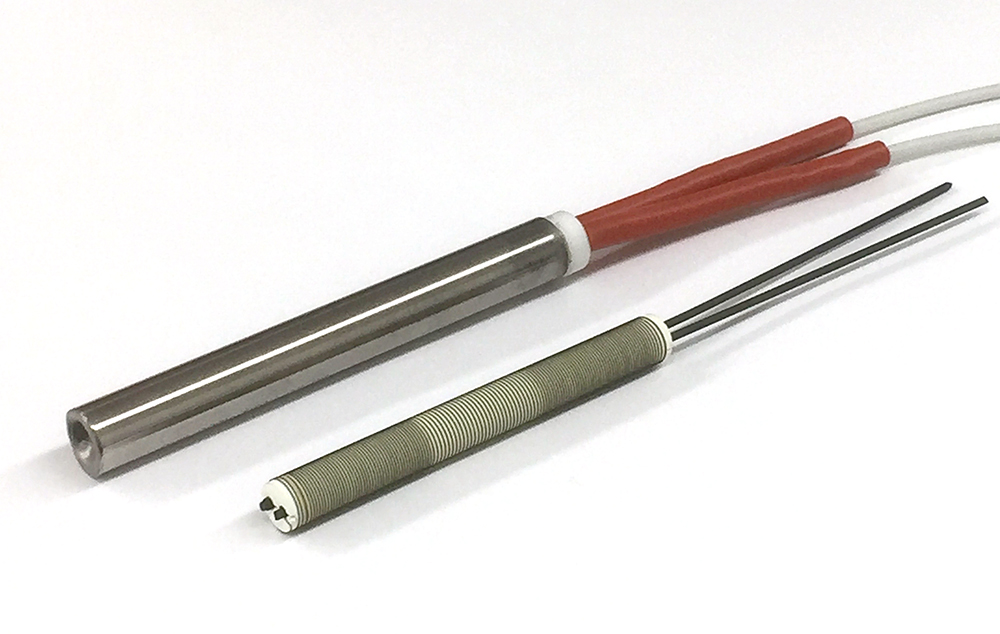
均熱型カートリッジヒーター
ワーク温度分布±1%
均熱型カートリッジヒーターで御社の製品のクオリティUPに!
当社は約50年に亘ってカートリッジヒーターをはじめ各種電熱ヒーターの研究、開発や生産技術の向上に取り組んでまいりました。絶えずお客様の立場に立ってより良い品質の製品をよりタイムリーに、より安くをモットーに努力を致しております。
この度、独自の技術を駆使して均熱型カートリッジヒーターを開発致しました。ここにご案内申し上げます。
御社製品のクオリティUPに貢献できるものと確信致しております。ご活用の程お願い申し上げます。
基本構想
ワークの型状、大きさ及び放熱量に対してヒーター各部のワット密度を変えることに依りワークの温度分布が均一になる様に設計されています。
特長
・温度分布を自由に設計する事ができます。
・ワークの温度分布を均一にできるため、製品の均一化が図れます。
・同じ長さのヒーターで有効発熱部が長くなりますので装置及び金型の小型化が図れます。
標準仕様
・外形寸法:6φ,6.5φ,8φ,10φ,12φ,14φ,15φ,16φ,20φ
・長さ:30mm~4000mm
・寸法公差:外径 -0.02 ~ -0.08 (600mm迄)
長さ 100mm迄±1mm 101mm~300mm±1.5mm 300mm以上<±2mm
歪み ヒーター長さ300mmに対して0.005mm以下
・容量公差:±7%
・リード長さ標準:250m/m
※標準品仕様以外でもご注文に応じて製作いたします。ヒーターの外径、長さ、電圧、電気容量、リード線長さなどご指示下さい。
ご使用に際して
●カートリッジヒーターは接触加熱ですので、被加熱物といかに密着しているかによってヒーターの寿命が大きく左右されます。
ヒーターと金型などの穴とのクリアランス(隙間)はできるだけ小さくなる様になさって下さい。
●電力密度が大きくなる程、また被加熱物の温度が高くなる程、穴加工精度を上げてご使用ください。
●被加熱物を高温でご使用の際できるだけヒーターの本数を多くして低いワット密度のヒーターをご使用下さる様おすすめ致します。
●穴加工は原則としてリーマ加工を条件と致します。又、加工穴内面及びヒーター表面の油脂分等完全に除去してご使用下さい
通電時に炭化物となり熱効率やヒーター寿命に大きく影響致します。
最高使用温度におけるクリアランスとワット密度の関係グラフ
グラフの使い方
1.被加熱物の最高使用温度を決定して下さい。
2.1.の温度に要する電気容量を算出して下さい。
3.被加熱物を均一に加熱するのに必要な1本当たりのワット数を算出して下さい。
4.ヒーター外径と長さを決定して下さい。
5.ヒーターのワット密度を算出して下さい。
6.被加熱物温度とヒーターワット密度との交差する点のX軸座標上の数値が最大クリアランス(隙間)となります。
<例>
ワット密度8W/cm2型温度250度の場合、最大クリアランスは0.4m/mとなります。
被加熱物を希望する時間内(昇温時間)に希望する温度まで上昇させるのに必要な電力(kW)
ワット密度(W/cm2)の算出方法
比熱に関する適用データ
ヒータータイプ